 智能制造網APP
智能制造網APP
 智能制造網手機站
智能制造網手機站
 智能制造網小程序
智能制造網小程序
 智能制造網官微
智能制造網官微
 智能制造網服務號
智能制造網服務號










 直播推薦
直播推薦
 回放
回放
 回放
回放
1 高強螺栓的定義
高強螺栓,顧名思義就是高強度的螺栓,按其受力形式主要分為大六角高強度螺栓和扭剪型高強度螺栓,目前我國采用8.8級、10.9級兩種強度性能等級的高強螺栓,大六角高強度螺栓8.8級有45號鋼和35號鋼兩種材質,10.9級有20MnTiB、40B和35VB剛,扭剪型高強度螺栓只有10.9級,鋼號主要是20MnTiB鋼,墊圈常用45號或35號鋼制造,并經過熱處理。大六角高強度螺栓連接副是有一個螺栓、兩個墊片、一個螺母組成,扭剪型高強度螺栓是有一個螺栓、一個墊片和一個螺母組成,
高強度螺栓是用特制的扳手上緊螺帽,使螺栓產生巨大而又受控制的預拉力,通過螺帽和墊板,對被連接件也產生了同樣大小的預壓力。在預壓力作用下,沿被連接件表面就會產生較大的摩擦力,顯然,只要軸力小于此摩擦力,構件便不會滑移,連接就不會受到破壞,這就是高強度螺栓連接的原理。
高強度螺栓連接是靠連接件接觸面間的摩擦力來阻止其相互滑移的,為使接觸面有足夠的摩擦力,就必須提高構件的夾緊力和增大構件接觸面的摩擦系數。構件間的夾緊力是靠對螺栓施加預拉力來實現的,所以螺栓必須采用高強度鋼制造,這也就是稱為高強度螺栓連接的原因。
2 高強螺栓的施工
2.1摩擦面的處理
高強螺栓摩擦面的處理方式有以下三種:
1)噴砂、噴丸、拋丸
噴丸、拋丸選用粒徑要求1.2~3.0mm,壓縮空氣壓力0.4~0.6MPa且不允許含有水分及任何油脂,噴距要求100~300mm,噴角要求900~450,噴砂、拋丸表面粗糙度達50~70μm,可不經生銹期即可擰緊高強螺栓,但是施工必須嚴格遵守作業條件及注意事項。
2)砂輪打磨
可采用風動、電動砂輪機對摩擦面進行打磨,打磨方向應與構件受力方向垂直,打磨范圍不能小于4倍螺栓孔直徑,打磨后表面呈光亮色澤,打磨后必須經一定的自然生銹周期,方可施工擰緊。
3)其他摩擦面加工方法
采用氧-乙炔焊槍火焰法,對處理表面加熱、應全部除去氧化層,施工于對抗滑移系數不高的連接面場合,一般f=0.35.
2.2高強螺栓的驗收、存放
1)螺栓、螺母、墊片均應附有質量證明書,并且符合設計要求和國家標準的規定,高強螺栓連接副出廠時必須隨箱帶有扭矩系數和緊固軸力(預拉力)的檢驗報告。
2)高強螺栓入庫應按規格、批次分類存放,同批內因要配套使用,不得混放、混用,并且保存要注意防潮、防雨,如螺栓、螺母、墊圈存放時間過長或有銹蝕,應抽樣檢查緊固軸力,合格后方可使用,螺栓等不可被泥土、油污沾染,應保持潔凈、干燥狀態。
3)施工現場需安裝的高強螺栓必須進行連接副預拉力復驗,并出具復驗報告,并且按照鋼結構驗收規范要求,進行摩擦面抗滑移系數試驗,并出具試驗報告。
2.3螺栓長度的選用
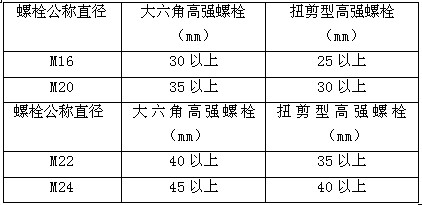
考慮到鋼構件加工時采用鋼板一般均為正公差,有時材料代用也多是以厚代薄,所以連接總厚度增加3~4mm現場較多,大六角高強螺栓長度為螺頭下支承面至螺尾的長度, 選用螺栓長度應為被緊固連接板束的厚度加一個螺母和兩個墊圈的厚度,扭剪型高強螺栓的長度為螺頭下支承面至螺尾切口處的長度,選用螺栓長度應為被緊固連接板束的厚度加一個螺母和一個墊圈的厚度,具體一般螺栓長度為連接板厚再加下表增加長度并取5mm的整倍數。
表1 高強螺栓緊固長度加長值表
2.4高強螺栓的擰緊
1)調整扭矩扳手。施工用扭矩扳手的扭矩值應在允許偏差范圍之內,其誤差應控制在±5%以內,校正用的扭矩扳手,其誤差應控制在±3%以內,當施工采用電動扳手時,再調好檔位后應用扭矩測量扳手反復校正電動扳手的扭矩值與設計要求是否一致。
2)正確認識扭矩值。施工扭矩值應符合規范要求,如果扭矩值過高,造成螺栓超負載運行,隨著時間過長,會使高強度螺栓產生裂紋等缺陷,如果扭矩值過低,會使螺栓達不到預定緊固值,從而造成鋼結構連接面摩擦系數下降,承載能力下降,因此在施工中要每天用扭矩測量扳手檢測手動扳手的緊固位置是否正常,檢查電動扳手的顯示信號是否靈敏,防止超擰或緊固不到位。
3)扭矩值的確定。施工中施擰扭矩值可按下式計算:
T=P×d×K
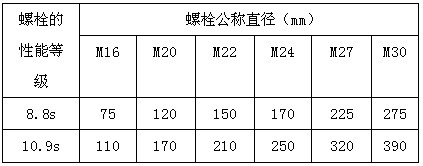
其中T為施工扭矩值,P為螺栓預拉力,d為螺栓公稱直徑,K為扭矩系數,取值在0.11~0.15之間,各類螺栓預拉力標準值取值如表2:
表2 高強螺栓預拉力標準值取值表
因此,施工中扭矩值可以按照上式確定,實際施工中扭矩值必須交底到位,讓施工人員明確。
4)高強螺栓的緊固。高強螺栓全部安裝就位后,可以開始緊固,緊固方法一般分兩次進行,即初擰和終擰,應將全部高強螺栓進行初擰,初擰扭矩應為標準扭矩的60%~80%,第二次緊固為終擰,終擰宜用電動扳手,大六角高強度螺栓要緊固到標準值,偏差不大于±10%,扭剪型高強度螺栓應將梅花卡頭擰掉。
5)緊固順序一般從接頭剛度大的地方向不受拘束的自由端順序進行,或者從栓群中心向四周擴散方向進行,這是因為連接鋼板翹曲不牢時,如從兩端向中間緊固,有可能使拼接板中間鼓起而不能緊貼,從而失去部分摩擦傳力作用。
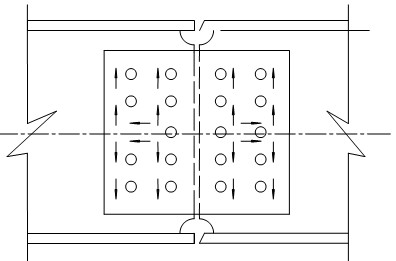
圖2 節點高強螺栓施工示意圖 (鋼結構連接用高強螺栓的施工)
3 高強螺栓的質量要求
3.1 摩擦面的質量要求
摩擦面應平直,翹曲、變形必須進行校正,確保摩擦面的緊貼,,緊貼面積要在70%以上,用0.3mm塞尺檢查,插入深度面積之和不得大于總面積的30%,邊緣zui大間隙不得大于0.8mm,摩擦面板邊、螺栓孔邊應無毛刺,摩擦面嚴禁有氧化鐵皮、毛刺、焊疤、油漆和油污等,表面應呈鐵色,并且無明顯的不平,處理好的摩擦面必須進行防護。
3.2 摩擦面間隙的處理
因鋼板厚度公差或制作偏差等產生的接觸面間隙,當間隙值小于1mm時,可不處理;當間隙值為1.0~3.0mm時,應將高出一側磨成1:10的斜面,打磨方向應與受力方向垂直;當間隙值大于3.0mm時,應加墊板,墊板兩面的處理方法與摩擦面相同。
3.3 制孔精度的控制
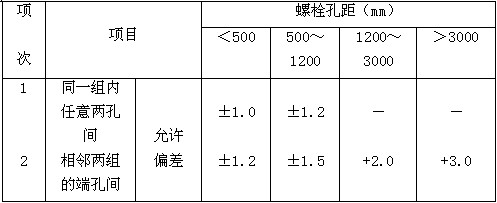
高強螺栓的施工,對連接件的制孔精度要求比較嚴格,實際施工中不允許進行氣割擴孔,并且不允許強行打入,高強度螺栓連接構件的栓孔孔徑應符合設計要求,孔徑允許偏差應符合表3的規定,連接構件栓孔孔距的允許偏差應符合表4的規定。
表3高強度螺栓連接構件制孔允許偏差表
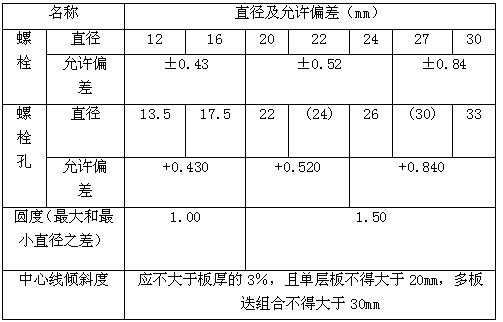
表4 高強度螺栓連接構件孔距允許偏差表
高強螺栓安裝不上時,不得強行打入孔內,以免螺紋損傷,影響預緊效果,而且是孔壁受擠壓,螺栓受剪,改變高強螺栓受力狀態,而起不到高強螺栓的作用,也不允許氣割割孔,要用絞刀絞孔,修孔時要使板層緊貼,以防鐵屑進入板縫,絞孔后要用砂輪機清空孔邊毛刺,并清除鐵屑。
3.4 螺栓的配套使用
螺栓、螺母和墊圈不能隨意互換使用。高強螺栓的螺母和墊圈,生產廠已經試驗互相配套,使扭矩系數為定值,互換使用會使扭矩系數發生變化,達不到要求的預緊力,使用時松扣,影響連接質量。
3.5 高強螺栓的擰緊
高強螺栓不允許采取一次終擰而成或不按要求次序緊固。這樣將使螺栓的部分緊固軸力消耗在克服鋼板的變形上,當它周圍的螺栓緊固后,軸力被分攤而降低;此外,為使螺栓群受力均勻,初擰和終擰都應按從中間向外側緊固的順序進行,以免造成中間起鼓,使部分軸力消耗在克服變形上,是預緊力不足,摩擦系數降低而影響連接強度。
3.6 螺栓終擰的檢查
扭剪型高強螺栓終擰結束后,應以目測全部擰掉尾部梅花卡頭為合格,大六角頭高強度螺栓終擰結束后,要求用0.3~0.5kg的錘逐個敲檢,同時要進行扭矩檢查,要求是在終擰后1~24h內將螺母退回300~500,再擰至原位測定扭矩,該扭矩與檢查扭矩的偏差應在檢查扭矩的±10%以內為合格,發現有欠擰、漏擰應補擰,超擰者必須更換。
3.7 成品保護
已經終擰的節點和摩擦面應保持清潔整齊,防止油、塵土污染,已經終擰的節點應避免過大的局部撞擊和氧-乙炔烘烤。
4.結 語
隨著我國經濟的快速發展,高強螺栓節點形式應用會更加廣泛,因此必須明確該種連接方式的原理、施工及質量要求,更好的完成施工。
上一篇:MEMS傳感器在醫療領域應用
下一篇:新漢物聯網網關 NISE 50C
免責聲明
- 凡本網注明"來源:智能制造網"的所有作品,版權均屬于智能制造網,轉載請必須注明智能制造網,http://www.zgjming.com。違反者本網將追究相關法律責任。
- 企業發布的公司新聞、技術文章、資料下載等內容,如涉及侵權、違規遭投訴的,一律由發布企業自行承擔責任,本網有權刪除內容并追溯責任。
- 本網轉載并注明自其它來源的作品,目的在于傳遞更多信息,并不代表本網贊同其觀點或證實其內容的真實性,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網站或個人從本網轉載時,必須保留本網注明的作品來源,并自負版權等法律責任。
- 如涉及作品內容、版權等問題,請在作品發表之日起一周內與本網聯系,否則視為放棄相關權利。







 浙公網安備 33010602000006號
浙公網安備 33010602000006號
 智能制造網APP
智能制造網APP
 智能制造網小程序
智能制造網小程序
 微信公眾號
微信公眾號




2026第二屆激光制造與增材制造創新發展大會暨展覽會
展會城市:北京市展會時間:2026-09-21